
PROFIROLL精密數控螺紋和型材軋制滾絲機追求最高品質創新-下一代-系列數控/交流控制的一臺和兩臺滑軌機,具有完全可編程的軋制參數,操作員協助和服務程序。數控螺紋和型材軋制增加了型材的數量,現在可以形成。提高無片加工件的質量是型材軋制技術思維方式轉變的決定性論據。憑借我們的機器范圍,我們能夠在最小的批量運行中經濟地生產高精度零件。更換時間短,可重復的零件程序和計算機支持的質量控制保證了您在精密螺紋和型材軋制技術方面領先于其他制造商。結合比例閥技術的數控/交流技術已發展成為軋制力高達400kn的機械的機電高壓驅動概念。除了魯棒性、剛度和零間隙等熟悉的優點外,機電驅動還有更多積極的方面。由于取消了液壓動力裝置,操作人員和維修人員的噪音水平大大降低。此外,軋制型材的串聯操作能耗降低了30%。最后,新的HP驅動概念提供了更高的熱機器穩定性,從而提高了型材精度和尺寸穩定性軋制零件。
靜態和動態非常堅硬的鑄鐵c型框架
最容易接近開放的工作區域
以便插入和提取零件在轉換過程中最容易接近
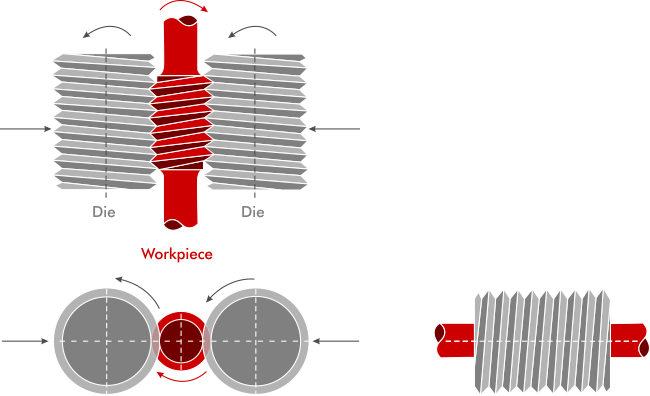
軋制力從50kN到1000kN 進給和過進給軋制
一個為操作員需求而創建的驅動和控制系統
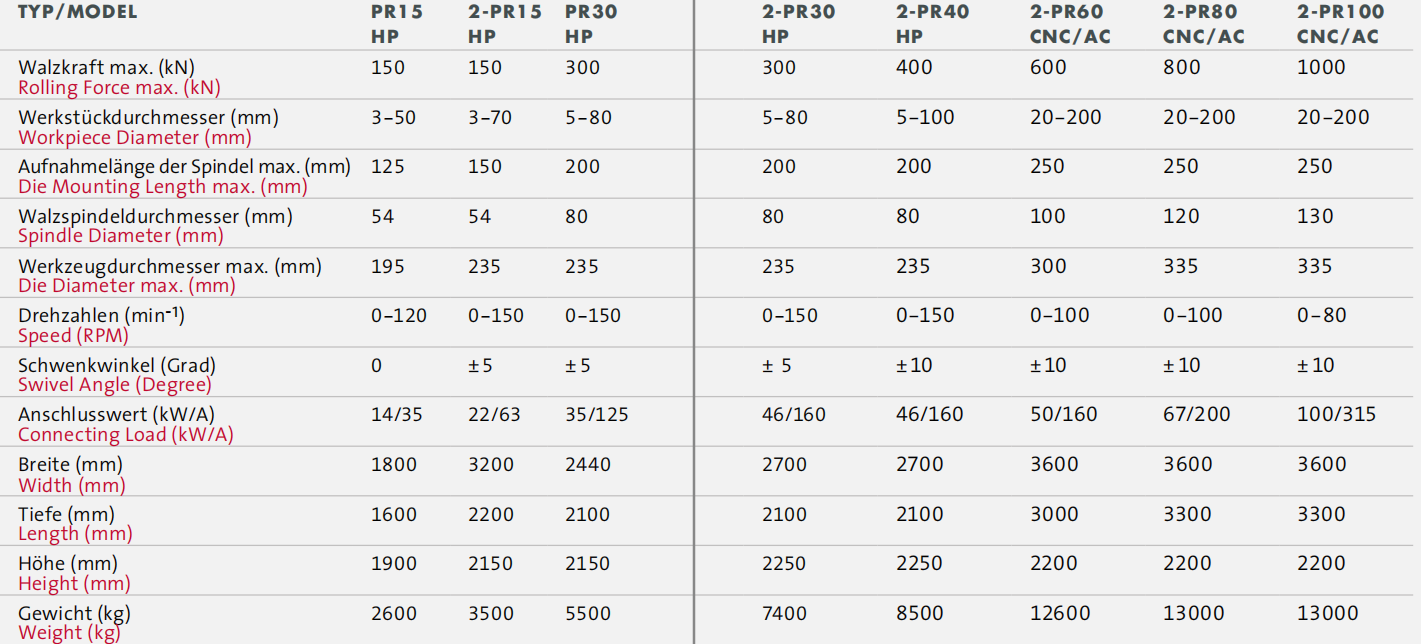
PROFIROLL精密數控螺紋和型材軋制滾絲機:
PR15 HP
2-PR15 HP
PR30 HP
2-PR30 HP
2-PR40 HP
2-PR60 CNC/AC
2-PR80 CNC/AC
2-PR100 CNC/AC
PROFIROLL精密數控螺紋和型材軋制滾絲機特點:
?機電滾動滑塊驅動系統(HP型)
?多軸輪廓
?數控控制與可變完成水平
?單滑和雙滑設計
?進料和通料軋制
?容易適應自動加載
?過程可視化選項
?過程數據管理
?操作員引導系統
?終生或中心潤滑
?操作界面
PROFIROLL精密數控螺紋和型材軋制滾絲機應用:
公制和UN螺紋、英制螺紋、梯形絲杠、圓螺紋、蝸桿、RAA直紋滾花和RGE網紋滾花、小模數花鍵、滾光/拋光、溝槽、特殊外形

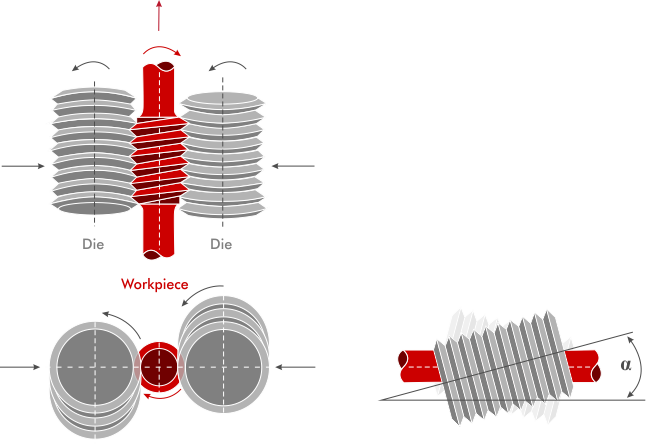
鉛修正模具不同于槽型模具。他們的側寫里有條線索。此外,這些模具是旋轉的。模具的超前角與回轉角之和=工件的超前角。
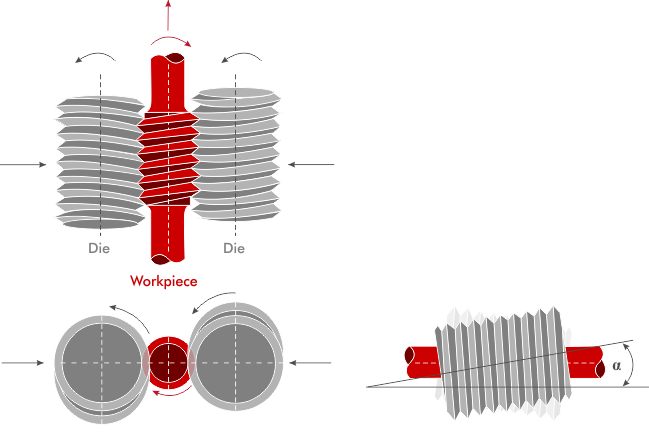
鉛修正模具不同于槽型模具。他們的側寫里有條線索。此外,這些模具是旋轉的。模具的超前角與回轉角之和=工件的超前角。


