
什么是感應退火?
感應退火是一種熱處理工藝,通過精確的電磁場將導電材料(如黃銅或銅)加熱并保持在其再結晶溫度以上,從而降低材料硬度并提升可加工性。
感應加熱通過在工件線圈中產生電磁場,使放置在線圈內部或附近的導電工件內部產生感應電流。這些電流產生的摩擦熱使待退火工件溫度升高。
我們能提供幫助嗎?
感應退火優勢
僅加熱工件目標區域,通過快速加熱周期提高生產效率
穩定可靠的熱量控制降低缺陷率,確保零件間一致性
保持金屬材料的冶金特性
退火應用指南
從我們39年客戶技術支持積累的退火資料庫中選取閱讀,了解我們如何助力解決工藝加熱難題!
Ambrell感應退火、Ambrell EASYHEAT 0112、Ambrell Easyheat 0224、Ambrell感應加熱器、Ambrell感應加熱電源、Ambrell感應加熱系統、美國Ambrell感應加熱器、Ambrell高頻感應加熱器、Ambrell高頻感應電源

圖示:不銹鋼醫用絲退火
感應系統交付后,客戶現場可能仍需根據特定夾具/操作技術進行工藝開發調試。
圖示:不銹鋼編織帶退火
根據樣品不同,加熱僅需2-5秒即滿足客戶要求。
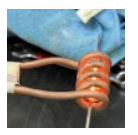
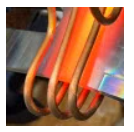
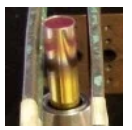
圖示:銅管退火
采用特殊設計的多匝螺旋線圈為不同規格銅管提供所需熱量。
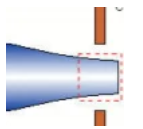
圖示:焊縫退火(鋼組件)
對鋼組件焊縫區域進行針對性加熱處理。
圖示:不銹鋼管加熱
定制單工位多匝螺旋線圈為此應用生成所需熱量。

圖示:彈簧應力消除退火
測試成功,加熱時間15秒。原使用烘爐的客戶有意轉向感應加熱。
圖示:金屬板退火
客戶希望改進明火/火焰加熱過慢的問題,采用感應加熱金屬板。
圖示:彎管用鋼件加熱
客戶尋求用快速、可控、可重復的工藝升級切割工具火焰釬焊流程。
圖示:磁性鋼帶退火
定制單工位多匝螺旋線圈實現精準加熱,通過初步測試優化能量傳遞。

圖示:銅線連接器退火
為不同尺寸電氣壓接端子退火。客戶借助實驗室專業能力驗證符合時間、質量與預算要求的工藝。
圖示:惰性氣氛下鋼管退火
感應退火在惰性環境中將鋼管加熱至2000°F(1093°C),雙匝聚焦線圈精準控溫,避免氧化。

圖示:感應焊縫退火
客戶構建集成感應加熱的系統,滿足速度要求且占地小,每次結果高度一致。

圖示:銅管/異形管退火
感應退火每次結果一致,理想適用于此類大批量生產,解決原有氧化問題導致的拋光工序。

圖示:不銹鋼手柄退火
客戶要求無氧化退火不銹鋼管。感應加熱數秒即可將不同幾何形狀銅管加熱至目標溫度,適合大批量生產。
圖示:黃銅彈藥殼退火
替代低效傳統退火方式,感應退火確保每個彈殼質量穩定,減少批量處理常見的變異與損傷。

圖示:不銹鋼管退火
感應加熱3秒內達到目標溫度,比原燃氣烘爐節省一半時間,更節能省空間。

圖示:不銹鋼管退火
替代低效烘爐工藝,30秒完成加熱,定制單工位多匝螺旋線圈實現精準控溫。
圖示:銅線連接器(壓接)退火
通過聚焦線圈實現多尺寸零件退火,實驗室專業支持為客戶新工藝開發提供寶貴經驗。

圖示:醫用鋼線退火
3秒內達到目標溫度,免費實驗室測試+高效工藝設計+自動化合作,助力客戶提升終端產品控制力。
圖示:不銹鋼牙冠退火
大批量加工硬化不銹鋼牙冠需精確可控加熱。感應技術在惰性環境中加熱避免氧化,符合醫療器械要求。

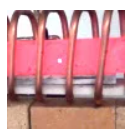
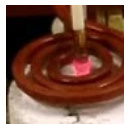
圖示:黃銅/青銅扶手管退火
采用十二匝螺旋線圈加熱管端8×3英寸(20.3×7.6厘米)區域,四根管子分別需要不同的加熱周期與時間。
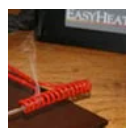
圖示:鋅絲退火(氣槍彈成型前)
十四匝線圈加熱100毫米鋅絲,放置5秒達到成型所需狀態。

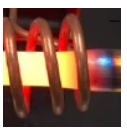
圖示:液壓馬達軸機加工前退火
三匝螺旋線圈對鋼軸退火,軸端置入線圈加熱20秒至1350°F(732°C)呈紅熱狀態。

圖示:鋁油箱加注口彎管退火
八匝螺旋線圈加熱鋁管,全長退火后趁熱彎曲防止開裂。

圖示:鋸條硬質合金刀頭退火
分裂式四匝螺旋線圈使鋸條均勻通過,每個刀頭加熱5秒退火影響區。

圖示:銅絲連續退火
十二匝螺旋線圈內置陶瓷管隔離銅絲,以每分鐘15米速度連續退火。
圖示:低溫杜瓦瓶口退火
雙匝螺旋線圈加熱瓶口2分鐘,完成指定區域退火。
圖示:不銹鋼管橢圓切口退火
直徑4英寸(101.6毫米)管采用單匝線圈,小直徑管采用雙匝線圈進行切口區域退火。
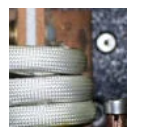
圖示:編織鋼絲網端部退火
感應加熱1.52米長鋼絲網端部76.2毫米區域,為折彎準備提供高效、節能、無需操作技能的流程。
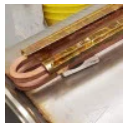
圖示:制冷銅管雙端退火
感應加熱精準作用于兩端38.1毫米區域,實現快速軟化退火同時保持相鄰區域硬度。
圖示:黃銅電氣觸點壓接退火
單匝發夾線圈加熱觸點至1000°F,實現無需操作技能、精準一致的退火效果。
圖示:鋼軸應力消除退火
無火焰感應加熱使原批處理爐工藝實現在線化,節省時間與能源,無需旋轉零件。
圖示:螺栓桿退火
三匝螺旋線圈處理不同尺寸螺栓,大螺栓加熱10-12秒,小螺栓18-20秒,確保精準重復性。
圖示:鎖緊螺母退火
三匝線圈5秒內加熱至2150°F,快速精準的加熱周期理想適用于在線生產。
圖示:金屬沖頭端部退火
感應加熱沖頭端部形成蘑菇頭而非開裂,雙螺旋線圈處理兩種尺寸零件,僅需調整加熱時間。
圖示:不銹鋼面包鋸條退火
三匝螺旋線圈定制設計,提升鋸條質量、減少廢品并易于集成現有產線。
圖示:鎢棒退火
多匝退火線圈適配不同直徑棒材,靜態測試后通過動態測試驗證結果。
圖示:鈦緊固件帶狀退火
棒端退火系統覆蓋400kHz-2kHz頻段,可集成取放機器人實現局部無火焰加熱。
圖示:釬焊絲退火
四組并聯線圈配石英襯管,以每分鐘8.2米速度加熱至650°F,減少表面氧化且結果穩定。
圖示:螺紋環規塊選擇性退火
將螺紋環規兩個區域從Rc59-61均勻退火至Rc45,實現自動化、提效并消除火焰加熱應力裂紋。
圖示:鋸片均勻硬度處理
感應退火以每分鐘60英寸速度將鋼鋸片回調至目標洛氏硬度,十五個齒面檢測平均硬度50.3Rc達標。

